Ảnh minh họa (Nguồn: Internet)
OEE là một chỉ số đo lường được sử dụng trong TPM để chỉ ra mức độ hoạt động hiệu quả của máy móc. Chỉ số này được một chuyên gia Nhật bản Seiichi Nakajima đưa ra.
Trong các bước thực hiện TPM tại doanh nghiệp, việc đánh giá chỉ số hiệu suất thiết bị tổng thể (OEE) luôn được đặc biệt chú trọng. Nói một cách đơn giản thì OEE chính là thước đo hiệu suất thiết bị và năng suất tại nhà máy. Các yếu tố như tính sẵn sàng, tỉ lệ hiệu suất và tỉ lệ chất lượng đầu ra của một thiết bị hoặc dây chuyền sản xuất được OEE phản ánh thông qua các số liệu về thực trạng sản xuất trên thực tế so với dự kiến.
OEE là nhân tố trung tâm của TPM, mặc dù vai trò của OEE đối với doanh nghiệp là không giống nhau. Việc đo lường giá trị OEE rất có ích trong việc xác định các nguồn gây tổn thất đến hiệu suất tổng thể. Dựa vào việc đánh giá chỉ số này, nhà sản xuất có thể tìm ra nguyên nhân và vị trí gây tổn thất, từ đó đưa ra các biện pháp khắc phục và tiếp tục giám sát cho đến khi hiệu suất tổng thể được cải thiện.
OEE có thể coi là một phương pháp luận hiệu quả để đo hiệu quả trong các quá trình sản xuất của nhà máy. OEE là chỉ số hiệu suất chính cho Bảo trì năng suất toàn diện (TPM), và cũng cho IATF 16949. OEE được sử dụng trong phần mềm nhà máy thông minh, theo xu hướng cách mạng công nghiệp 4.0
Cách tính OEE ?
Theo công thức, OEE được tính dựa trên ba hệ số: A-Hệ số sẵn sàng của máy móc so với thời gian dự kiến chạy máy (thường là trong 1 ngày, hoặc trong một ca sản xuất); P –Hệ số năng suất; Q – Hệ số chất lượng.
OEE = Ax P x Q
Ví dụ về cách tính OEE trong một ca sản xuất cho một máy riêng biệt:
Và ví dụ về cách tính OEE trong 3 ca sản xuất (một ngày liên tục) cho một máy riêng biệt:
Dưới đây Hướng dẫn cách tính OEE trong hai trường hợp trên: Sử dụng file excel tương tự giao diện trên, điền số vào phần tô màu vàng.
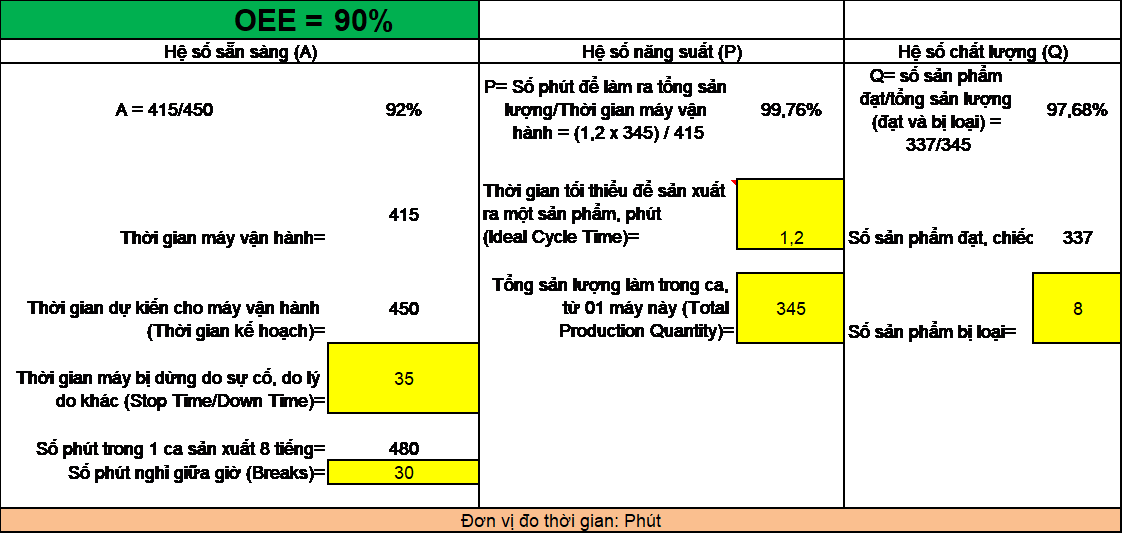
Tính OEE trong một ca sản xuất cho một máy riêng biệt:
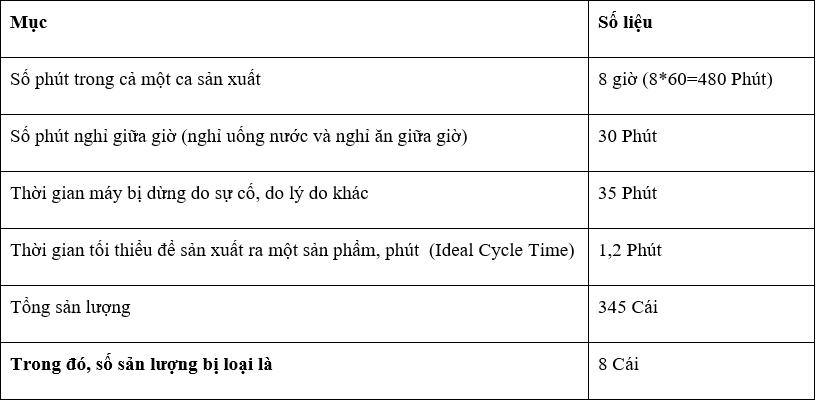
Dựa trên các số liệu trên, tính ra được OEE (cho 01 máy trong 01 ca sản xuất) = 90%
OEE = A x P x Q = 92% x 99,76% x 97,68%
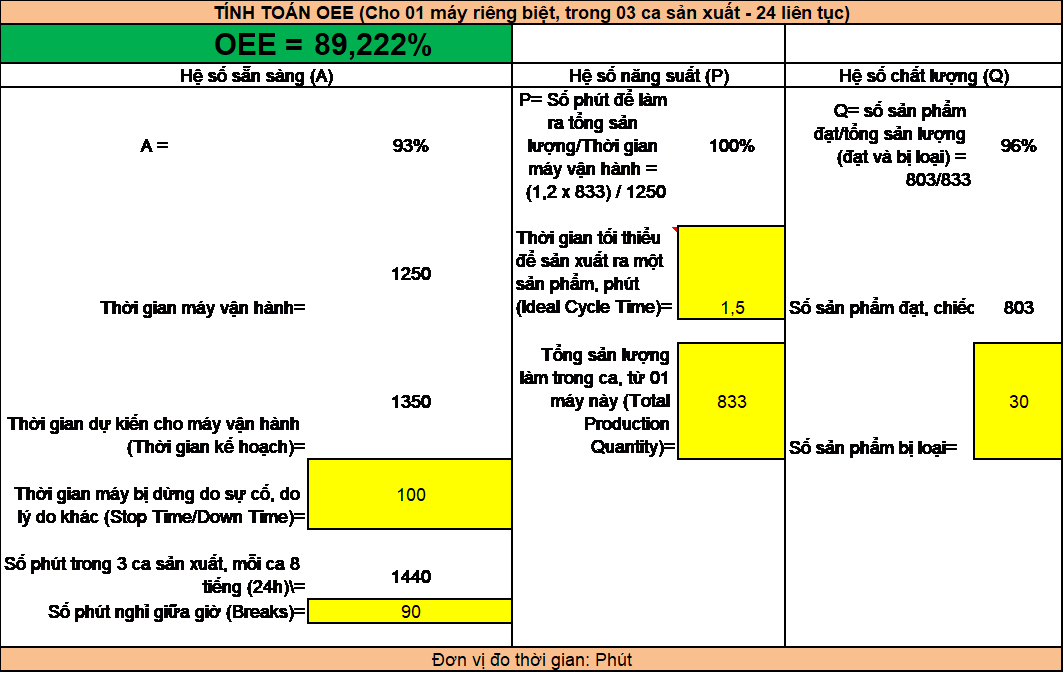
Ví dụ 2 về tính OEE trong 3 ca sản xuất (một ngày liên tục) cho một máy riêng biệt:
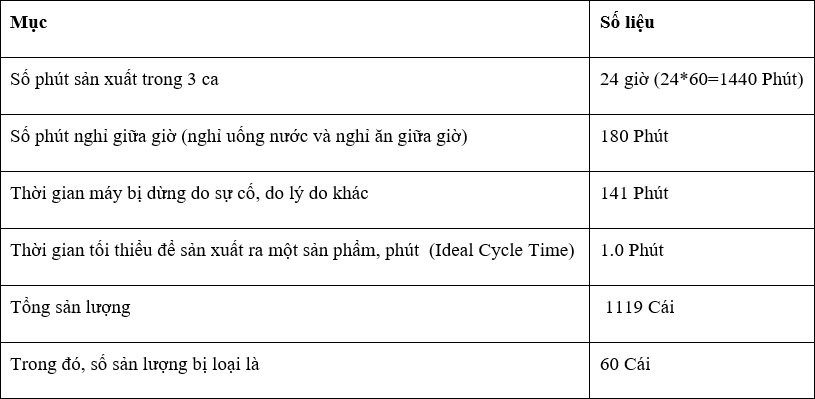
Dựa trên các số liệu trên, tính ra được OEE (cho 01 máy trong 01 ca sản xuất) = 89,2%
OEE = A x P x Q = 93% x 100% x 96%
Với các trường hợp tính toán khác, bạn đọc có thể tự tính hoặc liên hệ với Chương trình hỗ trợ của Vụ Khoa học và Công nghệ, Bộ Công Thương để được hướng dẫn hoặc liên hệ qua email: vanphongnscl@gmail.com để được hỗ trợ.
Văn phòng NSCL
Trang web phổ biến thông tin về năng suất và chất lượng sản phẩm, hàng hóa ngành công nghiệp của Bộ Công Thương.
Thiết kế và duy trì bởi Công ty CP Tư vấn EPRO.



