When it comes to the advantages of the Qwik-Lok vise clamps over traditional clamps, the Qwik-Lok’s short set-up time is arguably the most outstanding.
In the past, standard wound rollers were used to fix machining parts on CNC machining machines and centers, but as the production intensity increased, these ethers gradually became inefficient. On the other hand, the emerging requirements also require a special type of chuck capable of accurately clamping many small components, namely the steel vane for the chuck.
At Axminster Tools & Machinery company, engineers have proposed a solution to use traditional veneers in combination with clamps using a machined fixed sheet of steel to retain parts by attaching them individually. each position. However, this method consumes 2 setup hours per production.
To shorten this time, Axminster Tools & Machinery Company has experimented with replacing traditional vans with Qwik-Lok. As a result, the productivity of the whole process has been significantly improved. The clamping of a number of steel vans in each Qwik-Lok station becomes easier thanks to the ability to fasten the parts quickly and repeat the operation. The machine operator can change up to six Qwik-Loks on the vertical machining center table (VMC) in just half an hour, four times faster than the method of using the fixed plate.
In addition, the company also found other applications that could take advantage of the Qwik-Lok advantages, typically holding the chuck body without the risk of rotating cylindrical components during machining. Again, these were previously bolted to a fixed plate, which takes half an hour setting time, whereas now chuck bodies are swapped in the Qwik-Lok jaw line for a few minutes.
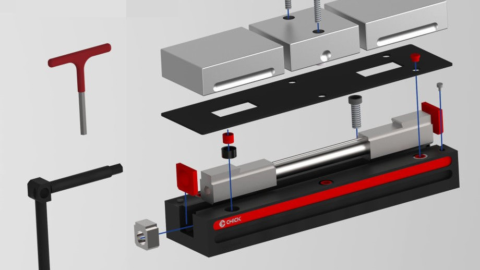
Combined with fixed-hole cast iron plates with precision holes at the center of 50mm, the Qwik-Lok can be quickly set up anywhere on the surface with precision within 10µm. Axminster decided to attach the units directly to the machining center table at first, but that meant removing a clamp would take a long time to rearrange the new work. To avoid this, Jake Knight, chief engineer of the innovation division at Axminster, decided to invest in a Chick panel for two on-site 3-axis VMCs, a Mazak VCN-530C and one of two VTC pairs-200Ms.
Talking about the efficiency of using Qwik-Lok, Jade Knight said: “Overall, with just 20 Qwik-Lok clamps and 3 times more single clamping equipment than before, all of our production processes are quickly responsive.”
Productivity and Quality Office
Trang web phổ biến thông tin về năng suất và chất lượng sản phẩm, hàng hóa ngành công nghiệp của Bộ Công Thương.
Thiết kế và duy trì bởi Công ty CP Tư vấn EPRO.



